【重要的注意事项】:
1、仪器虽在出厂前都经过严格的调试、检验,并有妥善的包装,但仍有可能在运输过程中受到剧烈振动而造成不可预测的损坏与松动,故在使用前有必要进行检查和调整,以免影响仪器的正常使用。
2、扇形锤严禁碰撞,否则会影响测量精度。
3、测量值应在满刻度值的20%~80%范围内,否则应增减重锤。
4、测量范围在0~16N时,大、小增重锤及重锤固定螺钉均不采用。
5、测量范围在0~32N时,则加装小增重锤,并用2只短螺钉将其固定。
6、测量范围在0~64N时,则加装大增重锤,并用2只长螺钉将其固定。
7、仪器应定期做好清洁工作,经确保其测量精度。
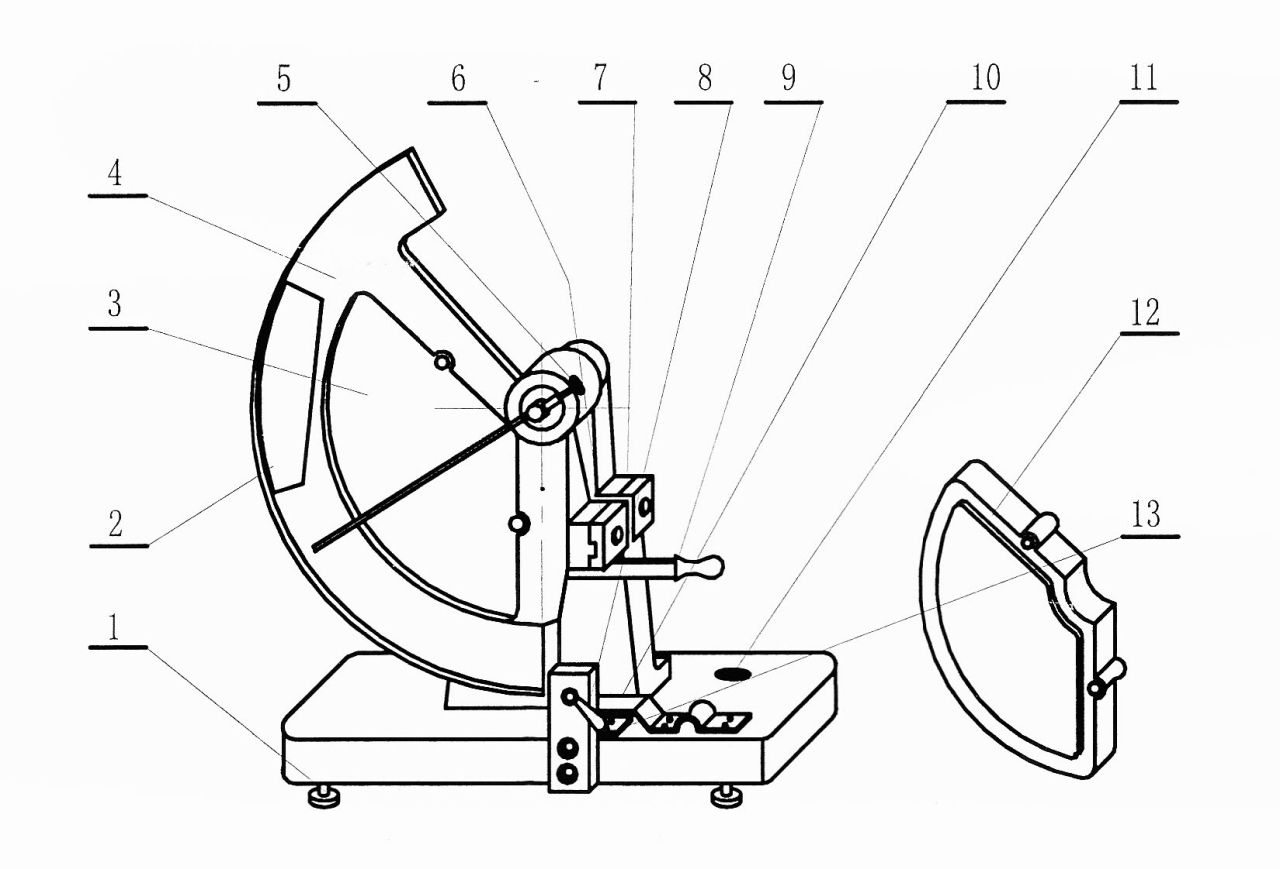
【仪器整机示意图】:
序号说明
|
|
|
|
|
|
1、水平调节螺钉
|
2、力值标尺
|
3、小增重锤A
|
4、扇形锤
|
5、指针调节螺钉
|
|
6、动夹钳
|
7、固定夹钳
|
8、执手
|
9、撕破刀把
|
10、扇形锤挡板
|
|
11、水平泡
|
12、大增重锤B
|
13、指针挡板
|
|
|
一、用途
用于测定机织物、薄型非织造布及各种涂层织物的撕裂强力。
二、技术指标
1、适用标准:GB/T3917.1、FZ/T60006、FZ/T75001
2、量程:三档
0~16N
A:0~32N(加装小增重锤A)
B:0~64N(加装大增重锤B)
3、测量精度:≤±1分度值
4、切口长度:20mm±0.2mm
5、夹钳口距离:2.8mm±0.3mm
6、试样尺寸:100(L)×63(W)mm
7、外形尺寸:410mm×230mm×490mm(L×W×H)
8、重量:约30kg
三、结构及工作原理
仪器由机座、支承座及扇形锤等零部件组成。矩形试样夹紧于动夹钳(6)与固定夹钳(7)之间,试样中间由撕裂刀(9)切开一个切口,利用扇形锤(4)下落,动夹钳(6)和固定夹钳(7)迅速分离,使试样受到撕裂。
四、安装及调试
为了防止扇形锤在运输过程中摆动,仪器使用一只固定螺栓将扇形锤与支承座固定,使用前须将固定螺栓拆除。
1、拆除固定螺栓后,仪器要安装在避震良好的坚固工作台上,仪器与工作台之间垫放2~3mm厚的硬橡胶板。
2、调整水平调节螺栓,使仪器在水平状态。
3、检查两夹钳口距离为2.8mm±0.3mm,若超差则调节扇形锤的轴向位置。
4、用座标纸或普通纸模拟织物装夹好后,拉动撕裂刀把,试样切口长度应为20mm±0.2mm。如果切口长度达不到要求,应调整刀片位置,使之符合要求为止。
5、竖起扇形锤,使扇形锤定位,将指针拨出“0”位之外,按下执手,使扇形锤摆动。在二十个周期内观察其衰减量应不大于25mm。否则应查找原因。
6、竖起扇形锤,使扇形锤定位,将指针靠紧指针挡板,按下执手使扇形锤落下,在扇子形锤回摆时用手抓住扇形锤,勿使指针受到干扰,指针应停在“0”位上。如有偏差应调整指针调节螺钉,然后重复上述方法,使指针能正确对准“0”位为止。
五、操作使用
1、用试样板按国家标准要求裁取试样。
2、竖起扇形锤,使扇形锤定位,将指针靠紧指针挡板。装夹好试样,拧紧两夹钳螺母,保持试样的上部,并朝向扇形锤,拉动撕裂刀把剪开20mm长度切口。
3、拉动执手,使扇形锤落下,使试样全部撕裂,并在回摆时用手抓住扇形锤,目测指针读数,并记录数据。
4、重复上述操作,直至完成试验。







 闽公网安备 35058302350905号
闽公网安备 35058302350905号